冲压模具的单冲模:一般是由一个凹模和一个凸模或是由多个凹模和多个凸模组成,不过在冲床的时候一次行种中只能完成一种冲裁缺银工序。
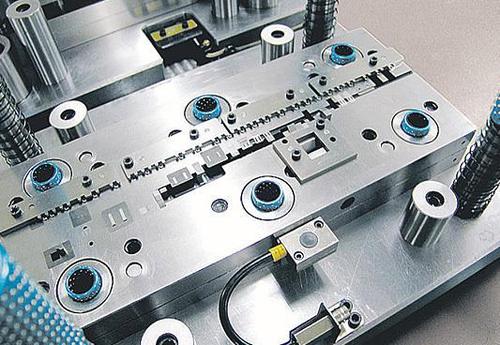
冲压模具的连续模:指的是压力机在一次冲压行程中,采用带状冲压原材料,在一副模具上用几个不同的工位同时完成多道冲压工序的冷冲压冲模,模具每冲压完成一次,料带定距移动一次,至产品完成。连续模是按一定的顺序,在冲床一次行程中,在工件不同的位置完成两次以上的冲压工序。
连续模在冲压过程中材料料判扮型带始终向一个方向运动,模具内部料带切断后向两个或者两个以上方向运动的叫连续模,料带送料在模具内部完成的叫掘猜自动连续模,在一个冲压生产链上用不同工艺的冲压模具用。
连续模的特点:
1、一副连续模可以完成冲裁、弯曲、成形、拉深等多道工序。压力机每次冲程可冲制一个工件或工序件,因此具有比复合模更高的劳动生产率。
2、使用连续模冲压可以减少设备、模具数量和车间面积,省去了半成品的转运和存储。
3、连续模使用卷料或带料,送料、出料和叠片等都容易实现自动化。自动化连续模的冲压过程中,人体部位不必进入危险区域,操作安全。
参考资料来源:百度百科-连续模