铝板带是指以铝为主要原料,并且参杂其他合金元素制造出来的铝板或者铝带。
铝板带是我国国民经济发展的重要基础材料,广泛应用于航空、航天、建筑、印刷、交通、电子、化工、食品、医药等行业。
在经济的快速发展的推动下,我国铝板带的投资不断升温,铝板带消费量持续保持稳定增长。
外墙建筑及室内装饰、铝箔制造、印刷、 PS 版、制造业、家电、食品包装等行业的需求量进一步提高,成为铝板带消费量增长的主要动力,同时,交通运输业正在成为新的消费增长点。
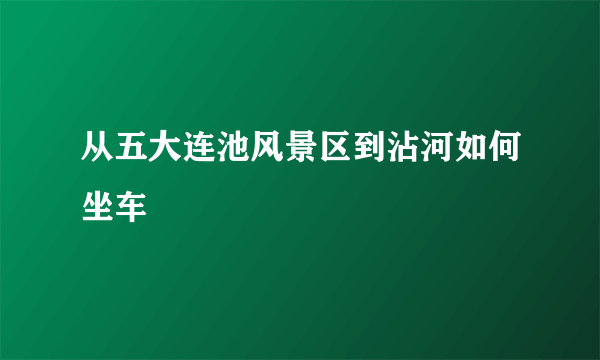
铝板带生产流程图
熔 铸
物料经高温熔化后,直接浇铸成制品的方法。一般是在电弧炉内溶化,然后浇注入耐高温的铸型中,再经冷却结晶、退火或切割制成制品。生产中主要通过控制熔化的气氛、熔融温度和冷却条件,以保证高的生产效率、析晶符合要求和形成网络结构。
熔铸过程中的几个关键参数:
1. 熔炼时一般设置炉温 1050℃ ,过程中需要监控料温,控制金属温度不超过 770℃
2. 在 735℃ 左右进行扒渣操作,该温度有利于渣液分离
3. 精炼一般采用二次精炼方式,一次精炼加固体精炼剂,二次精炼采用气体精炼方式。
4. 倒炉静置后一般 30min-1h 需及时铸造,否则需要重新精炼
5. 铸造过程中需要不断的加入 Ai-Ti-B 丝,以细化晶粒
熔炼炉
铸造机
热 轧
热轧是相对于冷轧而言的,冷轧是在再结晶温度以下进行的轧制,而热轧就是在再结晶温度以上进行的轧制。
热轧一般指在金属再结晶温度以上进行的轧制,热轧过程中金属同时存在硬化和软化过程,因变形速度的影响,只要恢复和再结晶过程来不及进行,会有一定的加工硬化。热轧能改善金属及合金的加工工艺性能,减少或消除铸造缺陷。
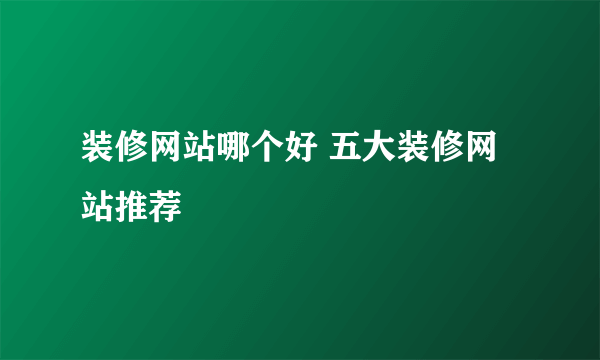
热轧机示意图
热轧机
铸 轧
铸轧也称无锭轧制,是铸造方法与轧制方法的联合成形方法。
铸轧是直接将金属熔体 “ 铸造及轧制 ” 成半成品坯或成品材的一种新工艺。这种工艺的显著特点是其结晶器为两个带水冷系统的旋转铸轧辊,熔体在其辊缝间完成凝固和热轧两个过程,而且在很短的时间 (2 ~ 3s) 内完成。
铸轧是在 20 世纪 70 年代发展的一种新型技术,它的优点是熔融的金属液体直接通过旋转的结晶器结晶、铸造、轧制而直接生产出金属材料产品。
铸轧工艺流程 :液态金属、前箱(液面控制)、铸轧机(润滑系统、冷却水)、剪切机、卷取机。
铸轧温度一般在 680℃-700℃ 之间,越低越好,稳定的铸轧线一般一个月以上才会停止一次,重新立板,生产过程中需要严格控制前箱液位,防止液位低。
生产速度一般在 1.5m/min-2.5m/min 之间。铸轧生产的产品表面质量一般比较低,一般无法满足有特殊理化性能要求的产品。
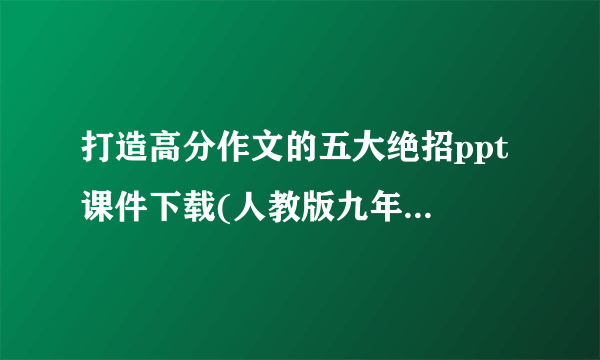
铸轧机示意图
铸轧机
冷 轧
冷轧指在再结晶温度以下的轧制生产方式。轧制过程中不会出现动态再结晶,温度最多上升到恢复温度,冷轧出现加工硬化状态,加工硬化率大。冷轧板带材尺寸精度高,表面质量好,组织与性能均匀,配合热处理可以得到各种状态的产品。冷轧能轧出薄带材,同时存在变形能耗大且加工道次多的缺点。
冷轧机示意图
变形过程示意图
冷轧机
精 整
精整设备可以修正热轧冷轧生产过程中产生的缺陷如裂边、带油、板形不良、残余应力等,其需要保证在生产过程中不带入其他的缺陷。精整设备多样,主要有横切、纵剪、拉弯矫、退火炉、分切机等。
纵剪机示意图
纵剪机
横切机示意图
拉弯矫主体示意图